骄阳网带直供定制热线:0514-86282366 24小时服务热线 13705250816

热门关键词: 退火炉网带 不锈钢输送网带规格 不锈钢食品输送网带 金属网带价格 耐高温不锈钢输送网带哪家好
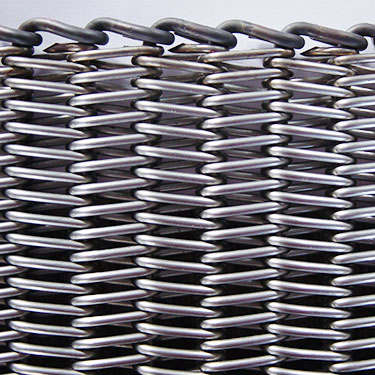
金属网带在使用的过程中跑偏是常有的一种情况,当网带跑偏的情况下我们应该如何处理呢 咱们 扬州 骄阳金属网带厂 为您分析出现跑偏问题的查找和改善的方法:
1、
检测物料在输送带上的位置不居中。 物料摆放不居中偏向一边,重力之下将造成输送带跑偏。这种情况下只要尽量让物料居中摆放即可。为降低或防止该类输送带跑偏可提升挡料板,更改物料的方位和位置。
")
2、
查验托辊横着中心线与金属网带纵向中心线的不重合度。如果不重合度值超出3毫米,则应利用托辊组两边的安裝孔对其进行调节。具体做法是输送带偏重哪一侧,托辊组的哪一侧向输送带前行的方位移位,或此外一侧后退。
")
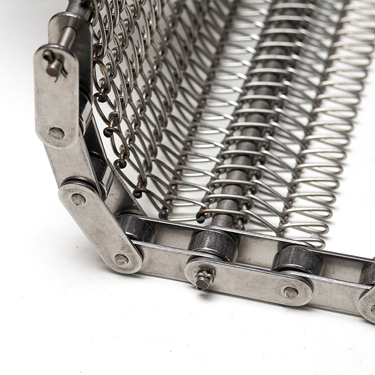
3、 查验头、尾架安裝轴承座的2个平面的误差值。若两平面的误差超过1毫米,则应将 两平面调节在同一平面内。头顶部滚筒的调节方式是:若网带 带向滚筒的右边跑偏,则滚筒右边的轴承座往前挪动或左边轴承座后移;若 网 带向滚筒的左边跑偏,则滚筒左边的轴承座往前挪动或右边轴承座后移。尾端滚筒的调节方式与头顶部滚筒恰好反过来。
扬州市骄阳网带有限公司拥有 20年从业经验的技术团队, 欢迎各界人士前来参观订购人字形网带,链条,螺旋式网带,长城网带等各类金属网带产品,不锈钢链板及各种产品,我们竭诚欢迎您得光临!